Weddel’s World 1979 – April
Weddel’s World
WESTFIELD
TOMOANA
PATEA
KAITI – in conjunction with Gisborne Sheepfarmers Freezing Co. Ltd
QUARTERLY NEWSLETTER
ISSUED BY
W. & R. FLETCHER (N.Z.) LTD
APRIL 1979
CHANGING GISBORNE SKYLINE
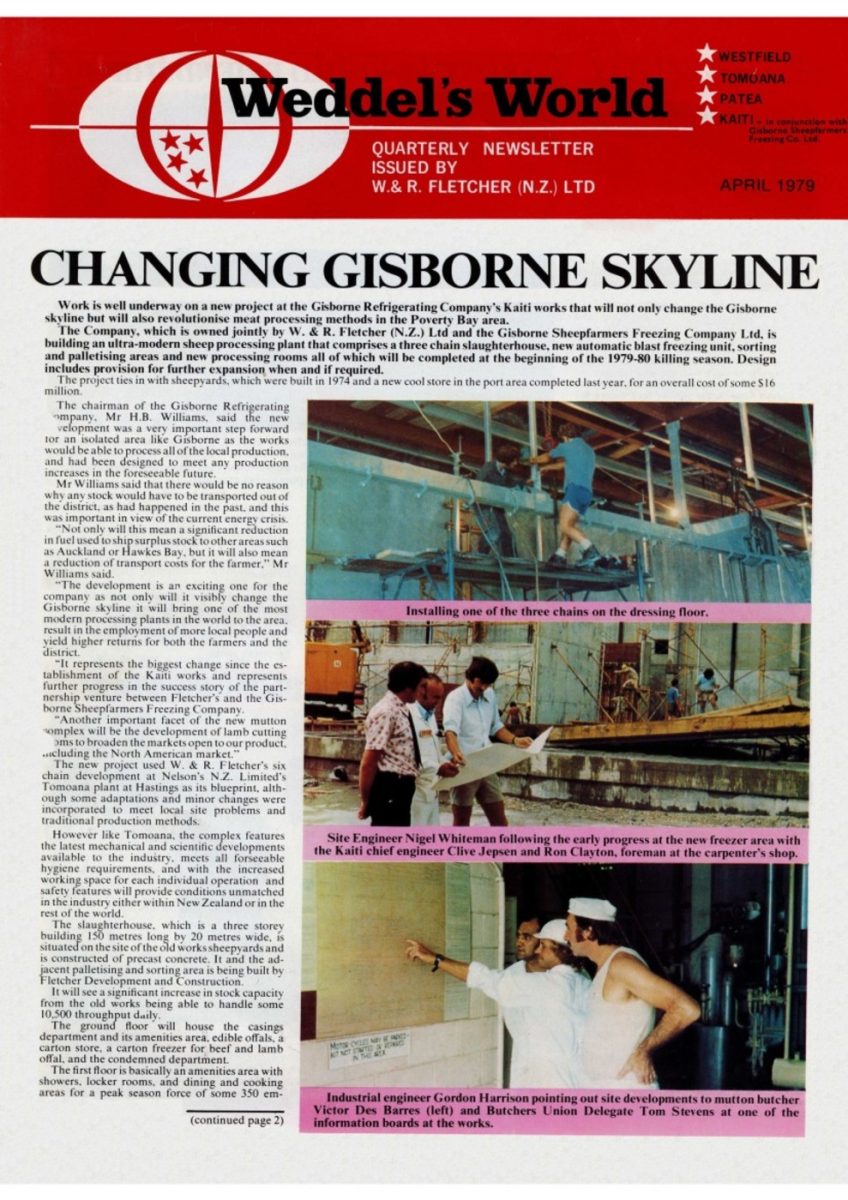
Work is well underway on a new project at the Gisborne Refrigerating Company’s Kaiti works that will not only change the Gisborne skyline but will also revolutionise meat processing methods in the Poverty Bay area.
The Company, which is owned jointly by W. & R. Fletcher (N.Z.) Ltd and the Gisborne Sheepfarmers Freezing Company Ltd, is building an ultra-modern sheep processing plant that comprises a three chain slaughterhouse, new automatic blast freezing unit, sorting and palletising areas and new processing rooms all of which will be completed at the beginning of the 1979-80 killing season. Design includes provision for further expansion when and if required.
The project ties in with sheepyards, which were built in 1974 and a new cool store in the port area completed last year, for an overall cost of some $16 million.
The chairman of the Gisborne Refrigerating Company, Mr H. B. Williams, said the new development was a very important step forward for an isolated area like Gisborne as the works would be able to process all of the local production, and had been designed to meet any production increases in the foreseeable future.
Mr Williams said that there would be no reason why any stock would have to be transported out of the district, as had happened in the past, and this was important in view of the current energy crisis.
“Not only will this mean a significant reduction in fuel used to ship surplus stock to other areas such as Auckland or Hawkes Bay, but it will also mean a reduction of transport costs for the farmer,” Mr Williams said.
“The development is an exciting one for the company as not only will it visibly change the Gisborne skyline it will bring one of the most modern processing plants in the world to the area, result in the employment of more local people and yield higher returns for both the farmers and the district.
“It represents the biggest change since the establishment of the Kaiti works and represents further progress in the success story of the partnership venture between Fletcher’s and the Gisborne Sheepfarmers Freezing Company.
“Another important facet of the new mutton complex will be the development of lamb cutting rooms to broaden the markets open to our product, including the North American market.”
The new project used W. & R. Fletcher’s six chain development at Nelson’s N. Z. Limited’s Tomoana plant at Hastings as its blueprint, although some adaptations and minor changes were incorporated to meet local site problems and traditional production methods.
However like Tomoana the complex features the latest mechanical and scientific developments available to the industry, meets all forseeable [foreseeable] hygiene requirements, and with the increased working space for each individual operation and safety features will provide conditions unmatched in the industry either within New Zealand or in the rest of the world.
The slaughterhouse, which is a three storey building 150 metres long by 20 metres wide, is situated on the site of the old works sheepyards and is constructed of precast concrete. It and the adjacent palletising and sorting area is being built by Fletcher Development and Construction.
It will see a significant increase in stock capacity from the old works being able to handle some 10,500 throughput daily.
The ground floor will house the casings department and its amenities area, edible offals, a carton store, a carton freezer for beef and lamb offal, and the condemned department.
The first floor is basically an amenities area with showers, locker rooms, and dining and cooking areas for a peak season force of some 350 employees
(continued page 2)
Photo captions –
Installing one of the three chains on the dressing floor.
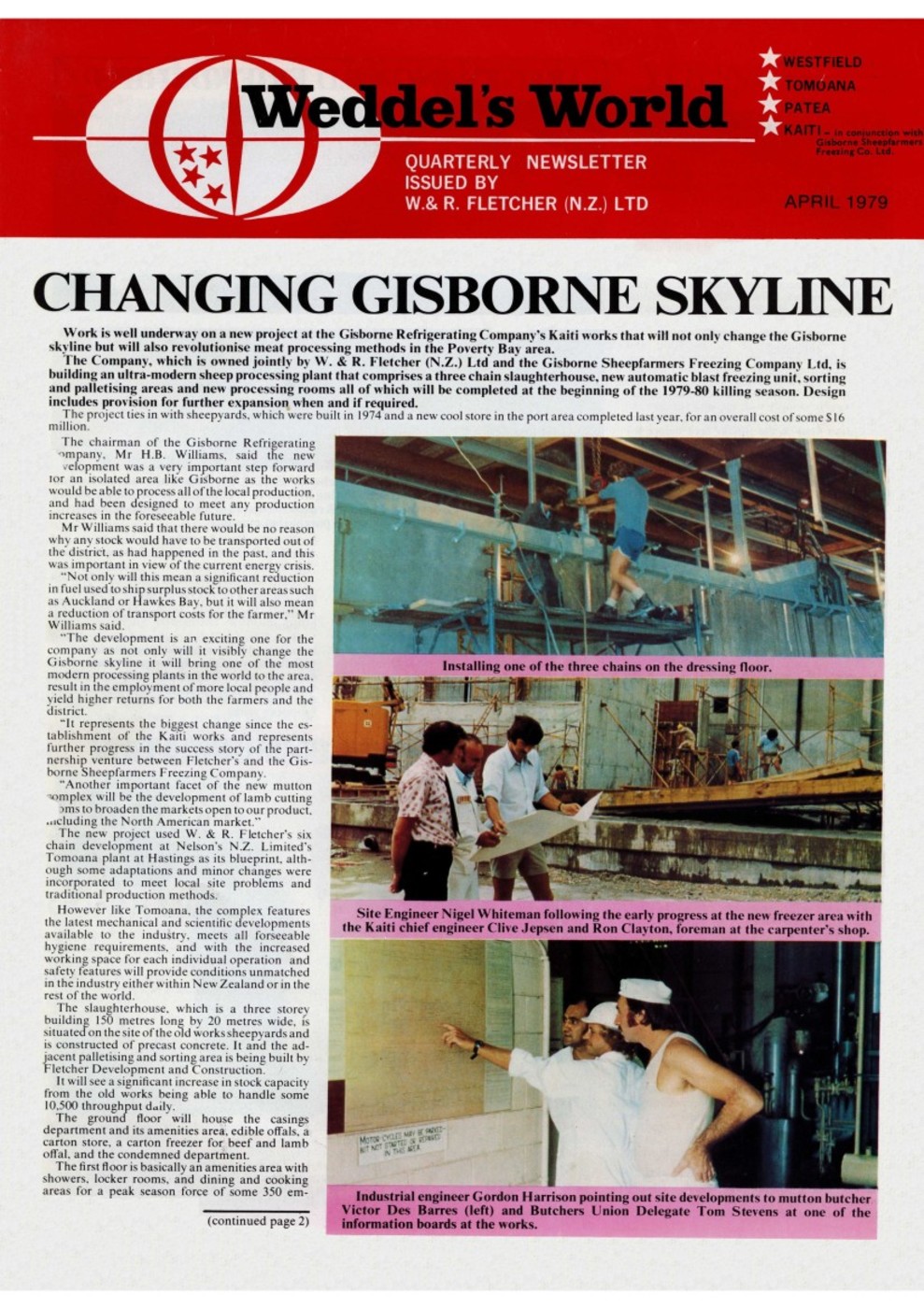
Site Engineer Nigel Whiteman following the early progress at the new freezer area with the Kaiti chief engineer Clive Jepsen and Ron Clayton, foreman at the carpenters’ shop.
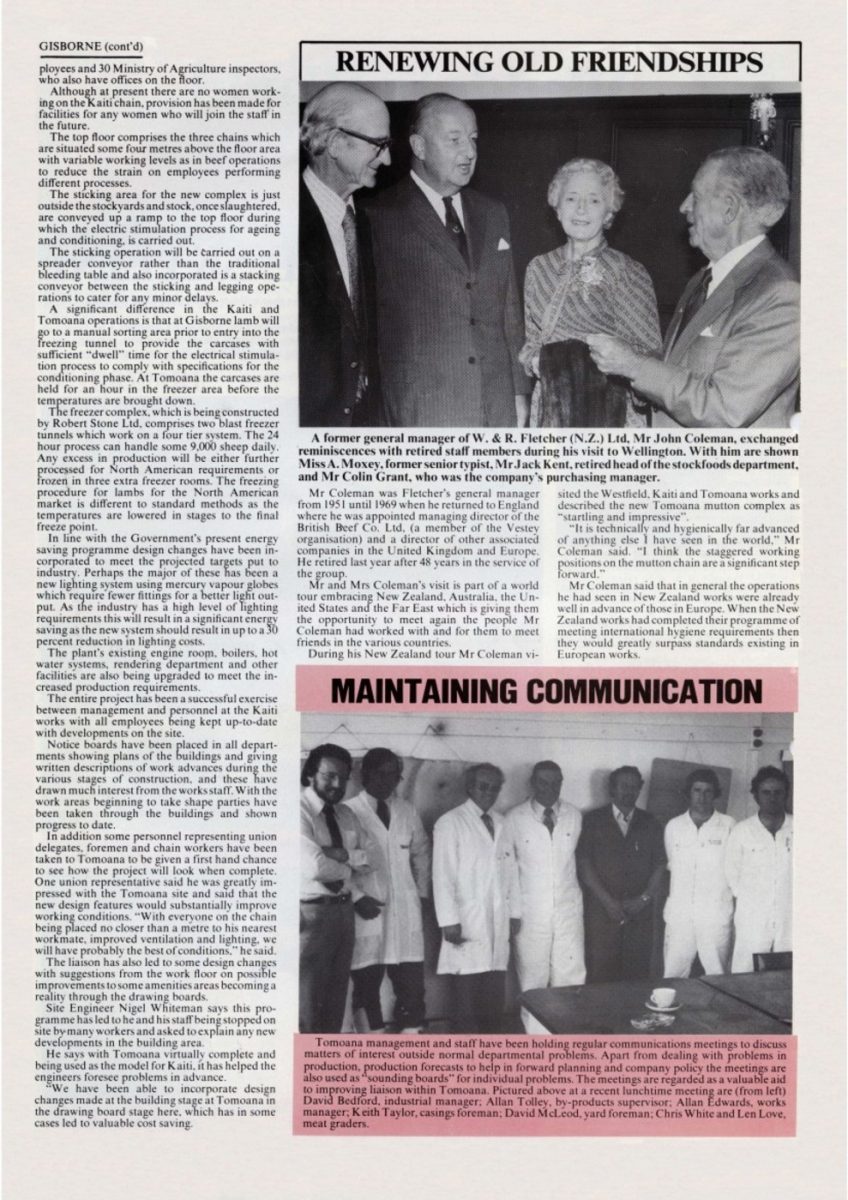
Industrial engineer Gordon Harrison pointing out site developments to mutton butcher Victor Des Barres and Butchers Union Delegate Tom Stevens at one of the information boards at the works.
{kind=link}
GISBORNE (cont’d)
and 30 Ministry of Agriculture inspectors, who also have offices on the floor.
Although at present there are no women working on the Kaiti chain, provision has been made for facilities for any women who will join the staff in the future.
The top floor comprises the three chains which are situated some four metres above the floor area with variable working levels as in beef operations to reduce the strain on employees performing different processes.
The sticking area for the new complex is just outside the stockyards and stock, once slaughtered, are conveyed up a ramp to the top floor during which the electric stimulation process for ageing and conditioning, is carried out.
The sticking operation will be carried out on a spreader conveyor rather than the traditional bleeding table and also incorporated is a stacking conveyor between the sticking and legging operations to cater for any minor delays.
A significant difference in the Kaiti and Tomoana operations is that at Gisborne lamb will go to a manual sorting area prior to entry into the freezing tunnel to provide the carcases with sufficient “dwell” time for the electrical stimulation process to comply with specifications for the conditioning phase. At Tomoana the carcases are held for an hour in the freezer area before the temperatures are brought down.
The freezer complex, which is being constructed by Robert Stone Ltd, comprises two blast freezer tunnels which work on a four tier system. The 24 hour process can handle some 9,000 sheep daily. Any excess in production will be either further processed for North American requirements or frozen in three extra freezer rooms. The freezing procedure for lambs for the North American market is different to standard methods as the temperatures are lowered in stages to the final freeze point.
In line with the Government’s present energy saving programme design changes have been incorporated to meet the projected targets put to industry. Perhaps the major of these as been a new lighting system using mercury vapour globes which require fewer fittings for a better light output. As the industry has a high level of lighting requirements this will result in a significant energy saving as the new system should result in up to a 30 percent reduction in lighting costs.
The plant’s existing engine room, boilers, hot water systems, rendering department and other facilities are also being upgraded to meet the increased production requirements.
The entire project has been a successful exercise between management and personnel at the Kaiti works with all employees being kept up-to-date with developments on the site.
Notice boards have been placed in all departments showing plans of the buildings and giving written descriptions of work advances during the various stages of construction, and these have drawn much interest from the works staff. With the work areas beginning to take shape parties have been taken through the buildings and shown progress to date.
In addition some personnel representing union delegates, foremen and chain workers have been taken to Tomoana to be given a first hand chance to see how the project will look when complete. One union representative said he was greatly impressed with the Tomoana site and said that the new design features would substantially improve working conditions. “With everyone on the chain being placed no closer than a metre to his nearest workmate, improved ventilation and lighting, we will have probably the best of conditions.” he said.
The liaison has also led to some design changes with suggestions from the work floor on possible improvements to some amenities areas becoming a reality through the drawing boards.
Site Engineer Nigel Whiteman says this programme has led to he and his staff being stopped on site by many workers and asked to explain any new developments in the building area.
He says with Tomoana virtually complete and being used as the model for Kaiti, it has helped the engineers foresee problems in advance.
“We have been able to incorporate design changes made at the building stage at Tomoana in the drawing board stage here, which has in some cases led to valuable cost saving.
RENEWING OLD FRIENDSHIPS
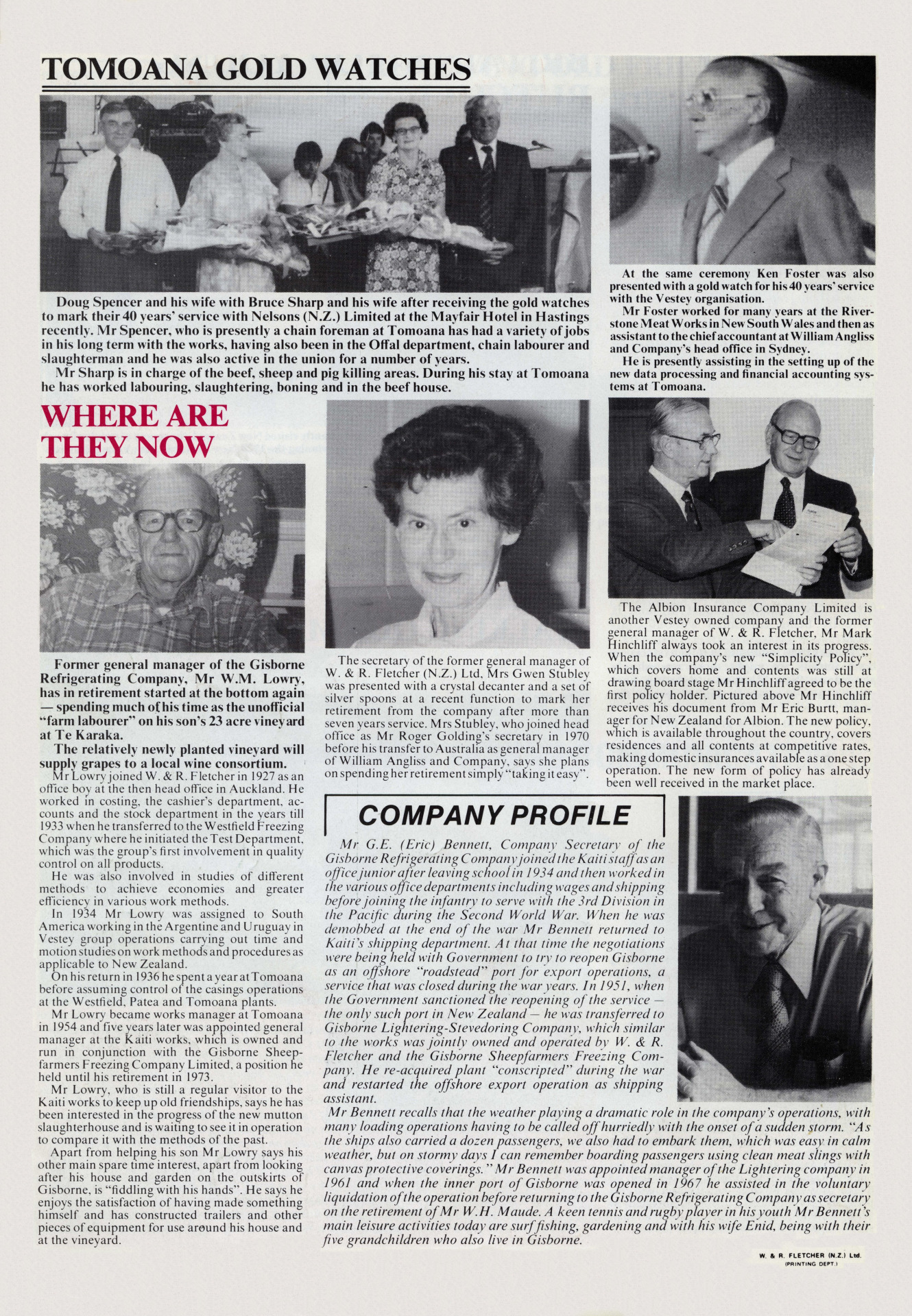
A former general manager of W. & R. Fletcher (N.Z.) Ltd, Mr John Coleman, exchanged reminiscences with retired staff members during his visit to Wellington. With him are shown Miss A. Moxey, former senior typist, Mr Jack Kent, retired head of the stockfoods department, and Mr Colin Grant, who was the company s purchasing manager.
Mr Coleman was Fletcher’s general manager from 1951 until 1969 when he returned to England where he was appointed managing director of the British Beef Co. Ltd, (a member of the Vestey organisation) and a director of other associated companies in the United Kingdom and Europe. He retired last year after 48 years in the service of the group.
Mr and Mrs Coleman’s visit is part of a world tour embracing New Zealand, Australia, the United States and the Far East which is giving them the opportunity to meet again the people Mr Coleman had worked with and for them to meet friends in the various countries.
During his New Zealand tour Mr Coleman visited the Westfield, Kaiti and Tomoana works and described the new Tomoana mutton complex as “startling and impressive”.
“It is technically and hygienically far advanced of anything else I have seen in the world ” Mr Coleman said. “I think the staggered working positions on the mutton chain are a significant step forward.”
Mr Coleman said that in general the operations he had seen in New Zealand works were already well in advance of those in Europe. When the New Zealand works had completed their programme of meeting international hygiene requirements then they would greatly surpass standards existing in European works.
MAINTAINING COMMUNICATION
Tomoana management and staff have been holding regular communications meetings to discuss matters of interest outside normal department problems. Apart from dealing with problems in production, production forecasts to help in forward planning and company policy the meetings are also used as “sounding boards” for individual problems. The meetings are regarded as a valuable aid to improving liaison within Tomoana. Pictured above at a recent lunchtime meeting are (from left) David Bedford, industrial manager; Allan Tolley, by-products supervisor; Allan Edwards, works manager; Keith Taylor, casings foreman; David McLeod, yard foreman; Chris White and Len Love, meat graders.
{kind=link}
No need for Media – industry to panic
The general manager of W. & R. Fletcher (N.Z.) Ltd, Mr Peter Johnston, says he feels that some sections in New Zealand in the media, export industry and even, at times, government have overreacted to overseas events giving rise to assumptions and emotive headlines.
A good example was the series of statements and articles following the political upheaval in Iran which commenced with statements of doom and disaster but have since shown a move to excessive optimism. “There was never any need to be alarmed at an immediate prospect of nil sales to Iran this year,” Mr Johnston said. “There were effectively none last year, none planned for this year, and our overall kill is expected to be lower.
“Naturally Iran does offer hope for expanding New Zealand production in the long-term and that still remains the case spite the change in government.
“Iran is not self-supporting in food and will require our lamb.
“It is an open question what, if any, extra requirements on slaughter will be requested but it should be remembered that New Zealand methods already fulfil the major requirements of most Islamic countries with complete bleeding and hygiene handling.
“What is more, under the new regime the frozen New Zealand product in store is currently being consumed without complaint.
“Rather than indulging in mild hysteria on lamb outlets we might more rewardingly ponder on New Zealand’s reducing beef supplies and what can be done to reverse the trend.
“We have in beef a growing demand at high prices for a number of years and the overseas currency earnings are going begging.”
34 YEAR OLD DRIPPING IN PRIME CONDITION
W. & R. Fletcher’s products recently received an unusual testimonial from a Wellington man 34 years after he had purchased the product. Mr A. A. Clarke, in a letter to the general manager of the Westfield Freezing Company, said he and his wife used to pack food parcels for friends in England. Mr Clarke, who is 82, said he was recently amazed to receive a letter from his friends enclosing a label from a Westfield produced can of dripping that had been found after having been missing since 1944.
His friends said that on opening the can they were amazed and highly pleased with the contents and spoke highly of the Westfield products they received during the war.
Unfortunately they will not be able to get “newer” supplies of the dripping as Westfield no longer cans this product, but the fact that this particular can withstood a period of more than 34 years without showing signs of deterioration speaks highly of the workmanship of the era.
BRITAIN’S TOP YOUNG BUTCHER
Young Birmingham butcher Neil Nantarrow recently visited New Zealand, the source of supply of much of the product he handles, as part of his prize for winning the 1978 New Zealand Lamb Young Butchers’ Competition.
He is pictured above serving a customer in a Wellington shop watched by local butcher John Gilbert. Neil, who works for the Dewhurst butchery chain which is part of the Vestey organisation, said cuts of meat in New Zealand were much the same as those in Britain.
Neil has already completed the first section of a course leading to the diploma in meat from the British Institute of Meat, and is now working on the second section, which takes 18 months to complete.
During his three weeks stay in New Zealand, Neil made an extensive tour of both the North and South Islands.
He also stayed in Singapore where he gave butchery and meat handling demonstrations for local meat trade representatives.
LIVESTOCK CORNER
TALKING OUT MARKET TRENDS
The recently appointed livestock manager of Nelsons N. Z. Ltd’s Gisborne operations, Maurice Taylor, left, discussing the market trends for sheep with Doug Johnstone, supervisor of the Williams group of stations in the East Cape and Taihape at the Matawhero sheep sale in Gisborne. Mr Johnstone has been with the Williams group for 28 years starting as a stock manager and spending 20 of those years as manager of the Huiarua station.
Maurice Taylor joined the Fletcher group as a livestock buyer in Gisborne in 1952. After 13 years he transferred to the Hawke’s Bay livestock team and returned to Gisborne last year to take over as manager on the retirement of Jack McCreedie. He regards the weekly sales as a good venue to meet and talk with farmers on general farming topics and give them advice on stock price trends. “They realise we are up to date on the export market trends and the work load facing the works,” Maurice says. “The sales are also a good venue for public liaison with the farmer on a non work environment basis. The sales are more important as an inter-farmer exchange rather than as a supply to the works. As a result we are often asked by the farmer how much he can afford to pay for his store stock to still give him an adequate profit margin for re-sale for slaughter.” Maurice says that livestock buying has always been a challenging and competitive game which makes the life a very interesting one for those involved in it.

{kind=link}
TOMOANA GOLD WATCHES
Doug Spencer and his wife with Bruce Sharp and his wife after receiving the gold watches to mark their 40 years’ service with Nelsons (N.Z.) Limited at the Mayfair Hotel in Hastings recently. Mr Spencer, who is presently a chain foreman at Tomoana has had a variety of jobs in his long term with the works, having also been in the Offal department, chain labourer and slaughterman and he was also active in the union for a number of years.
Mr Sharp is in charge of the beef, sheep and pig killing areas. During his stay at Tomoana he has worked labouring, slaughtering, boning and in the beef house.
WHERE ARE THEY NOW
Former general manager of the Gisborne Refrigerating Company, Mr W. M. Lowry, has in retirement started at the bottom again – spending much of his time as the unofficial “farm labourer” on his son’s 23 acre vineyard at Te Karaka.
The relatively newly planted vineyard will supply grapes to a local wine consortium
Mr Lowry joined W. & R. Fletcher in 1927 as an office boy at the then head office in Auckland. He worked in costing, the cashier’s department, accounts and the stock department in the years till 1933 when he transferred to the Westfield Freezing Company where he initiated the Test Department, which was the group’s first involvement in quality control on all products.
He was also involved in studies of different methods to achieve economies and greater efficiency in various work methods.
In 1934 Mr Lowry was assigned to South America working in the Argentine and Uruguay in Vestey group operations carrying out time and motion studies on work methods and procedures as applicable to New Zealand.
On his return in 1936 he spent a year at Tomoana before assuming control of the casings operations at the Westfield, Patea and Tomoana plants.
Mr Lowry became works manager at Tomoana in 1954 and five years later was appointed general manager at the Kaiti works, which is owned and run in conjunction with the Gisborne Sheepfarmers Freezing Company Limited, a position he held until his retirement in 1973.
Mr Lowry, who is still a regular visitor to the Kaiti works to keep up old friendships, says he has been interested in the progress of the new mutton slaughterhouse and is waiting to see it in operation to compare it with the methods of the past.
Apart from helping his son Mr Lowry says his other main spare time interest, apart from looking after his house and garden on the outskirts of Gisborne, is “fiddling with his hands”. He says he enjoys the satisfaction of having made something himself and has constructed trailers and other pieces of equipment for use around his house and at the vineyard.
The secretary of the former general manager of W. & R. Fletcher (N. Z. ) Ltd Mrs Gwen Stubley was presented with a crystal decanter and a set of silver spoons at a recent function to mark her retirement from the company after more than seven years service. Mrs Stubley, who joined head office as Mr Roger Golding’s secretary in 1970 before his transfer to Australia as general manager of William Angliss and Company, says she plans on spending her retirement simply “taking it easy”.
At the same ceremony Ken Foster was also presented with a gold watch for his 40 years’ service with the Vestey organisation.
Mr Foster worked for many years at the Riverstone Meat Works in New South Wales and then as assistant to the chief accountant at William Angliss and Company’s head office in Sydney.
He is presently assisting in the setting up of the new data processing and financial accounting systems at Tomoana.
The Albion Insurance Company Limited is another Vestey owned company and the former general manager of W. & R. Fletcher, Mr Mark Hinchliff always took an interest in its progress. When the company’s new “Simplicity Policy”, which covers home and contents was still at drawing board stage Mr Hinchliff agreed to be the first policy holder. Pictured above Mr Hinchliff receives his document from Mr Eric Burtt, manager for New Zealand for Albion. The new policy, which is available throughout the country, covers residences and all contents at competitive rates, making domestic insurances available as a one step operation. The new form of policy has already been well received in the market place.
COMPANY PROFILE
Mr G. E. (Eric) Bennett, Company Secretary of the Gisborne Refrigerating Company joined the Kaiti staff as an office junior after leaving school in 1934 and then worked in the various office departments including wages and shipping before joining the infantry to serve with the 3rd Division in the Pacific during the Second World War. When he was demobbed at the end of the war Mr Bennett returned to Kaiti’s shipping department. At that time the negotiations were being held with Government to try to reopen Gisborne as an offshore “roadstead” port for export operations, a service that was closed during the war years. In 1951, when the Government sanctioned the reopening of the service – the only such port in New Zealand – he was transferred to Gisborne Lightering-Stevedoring Company, which similar to the works was jointly owned and operated by W. & R. Fletcher and the Gisborne Sheepfarmers Freezing Company. He re-acquired plant “conscripted” during the war and restarted the offshore export operation as shipping assistant.
Mr Bennett recalls that the weather playing a dramatic role in the company’s operations, with many loading operations having to be called off hurriedly with the onset of a sudden storm. “As the ships also carried a dozen passengers, we also had to embark them, which was easy in calm weather, but on stormy days I can remember boarding passengers using clean meat slings with canvas protective coverings.” Mr Bennett was appointed manager of the Lightering company in 1961 and when the inner port of Gisborne was opened in 1967 he assisted in the voluntary liquidation of the operation before returning to the Gisborne Refrigerating Company as secretary on the retirement of Mr W. H. Maude. A keen tennis and rugby player in his youth Mr Bennett ’s main leisure activities today are surf fishing, gardening and with his wife Enid, being with their five grandchildren who also live in Gisborne.
W. & R. FLETCHER (N.Z.) Ltd.
(PRINTING DEPT.)
{kind=link}
Original digital file
SandersMJ828_WeddelsWorld1979April.pdf
Non-commercial use

This work is licensed under a Attribution-NonCommercial 3.0 New Zealand (CC BY-NC 3.0 NZ).
Commercial Use
Please contact us for information about using this material commercially.Can you help?
The Hawke's Bay Knowledge Bank relies on donations to make this material available. Please consider making a donation towards preserving our local history.
Visit our donations page for more information.
Subjects
Business / Organisation
W & R Fletcher (NZ) LtdFormat of the original
LeafletDate published
April 1979People
- David Bedford
- Mrs Enid Bennett
- G E (Eric) Bennett
- A A Clarke
- Ron Clayton
- Mr and Mrs John Coleman
- Allan Edwards
- Ken Foster
- John Gilbert
- Roger Golding
- Colin Grant
- Gordon Harrison
- Mark Hinchliff
- Clive Jepsen
- Peter Johnston
- Doug Johnstone
- Jack Kent
- Len Love
- W M Lowry
- W H Maude
- Jack McCreedie
- David McLeod
- Miss A Moxey
- Neil Nantarrow
- Bruce Sharp
- Mr and Mrs Doug Spencer
- Tom Stevens
- Mrs Gwen Stubley
- Keith Taylor
- Maurice Taylor
- Allan Tolley
- Chris White
- Nigel Whiteman
- H B Williams
Accession number
493772Supporters and sponsors
We sincerely thank the following businesses and organisations for their support.




Do you know something about this record?
Please note we cannot verify the accuracy of any information posted by the community.